
From Junk to a Usable Tool - A Reconditioned Crosscut Saw
While some saws are clearly beyond their serviceable life................
......others
that have had a hard life can sometimes be reconditioned and put into useful
service.

This story is what it took to bring it back a hard luck saw back to a useful condition to cut trees with the best of them. The following describes the process I used to bring the saw back to life. Things that are not included in "normal" saw service included a way to deal with pitted cutters to get a clean sharp cutting surface, a procedure to set very hard brittle teeth with out risking breaking them off, welding teeth and punching holes were included in my process.
This saw left the factory with a handicap and it went down hill from there. First off, it appears to have started as a 7' Simonds Royal Chinook falling saw. That is the good part and the original quality can still be realized with some work a rounds. The factory defect seems to be that it was not tempered correctly and was just too hard for its own good. Very early in its life as a useful saw it was apparently involved in a catastrophic nearly fatal accident. In fact for well over a half century or so it was essentially fatal. Both ends of the saw were broke off and at the same time as least 5 cracks were likely created in the remaining body of the saw. In addition to the broken ends and cracks the saw had four cutter teeth with the tips broke off and I found anther four or five cutters with cracks in the tips.
I found the saw in a collapsed sawmill where it had apparently been stored for the last 50 or 60 years. As found the saw was 58"� long, had a nearly full tooth length of 1-13/16"�, was consistently set at 0.010"� , rakers were set at a respectable 0.012"�, it was straight and was rusted and had moderate pitting. The thickness of the blade at the teeth is 0.103"� and the thickness of the back side of the blade is 0.075"�.
For cleaning on this saw I first used an aluminum oxide grinding wheel/stone flushed with water. This quickly removes any surface rust and leaves the surface flat but does not clean out any rust in the pits. Another option would have been to use a pumice stone (grill cleaning block) and water but they wear away really fast.


After cleaning with the stone I used a small high speed wire wheel to clean out the pits and to ease the sharp edges of the pits on the blade body and teeth.

I used a die grinder with flexible sander to clean up the raker gullets


Raker gullets polished

Before Cleaning

After cleaning and ready for sharpening

After cleaning I cut the rough broken end
off with a metal cut off saw and eased the sharp edges from the cut. Then
holes were needed so that a handle could be attached to the
big end of the blade. 5/16"� is the
standard size for handle holes but a little larger is okay
too. Saw blades are way too hard to drill with a normal drill bit. In
the past I have used a small carbide bit in a Dremel tool to grind out a hole
and it takes a little time but gets the job done. On this saw I used a hand
operated Roper Whitney #12 punch.


Holes punched

Others have used a home made punching guide and hand held hammer punch. Yet another method to make holes is to heat the spot to a red heat then when still hot drill it quickly with a standard drill bit or just heat and let cool and then drill. Both methods using heat will likely warp the blade and it will have to be hammered flat.
The saw was jointed to get down past all broken missing cutter tips. As it turned out I found more cracked tips and one tip broke off when filing the cutters. So I actually did this step twice and took off up to 3/8" off near the small end of the blade. That is a lot of filing.
Note missing cutter teeth tips



Pitting on the blade that does not affect the structural strength of the saw is of little concern but pitting on the cutting teeth does adversely effect the ability to make a sharp cutting edge. To fix this problem I flat filed on the back side of the cutters in order clean about �" of the cutter tips free of any pitting. This will provide a good clean smooth edge for the cutters but it also caused a negative set to the teeth.

Pitting on the cutting teeth

After filing the back
surface

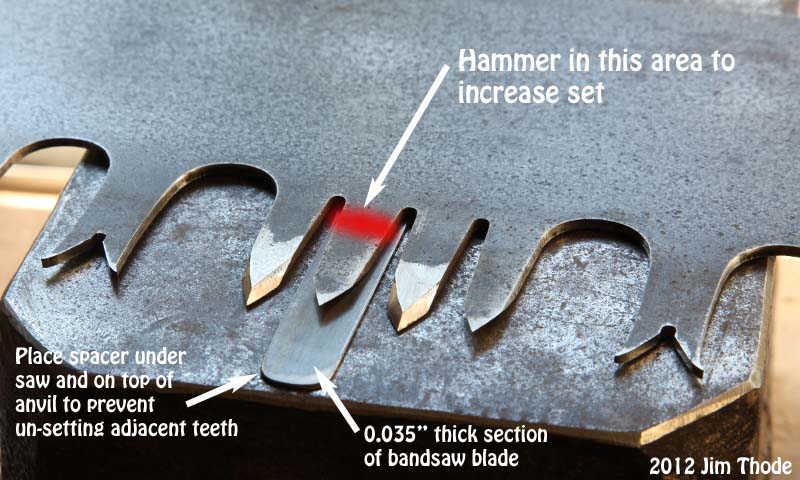
So the next step was to get teeth bent over to provide a set of about 0.010"�. Setting the teeth on this saw has been a problem since it was new. This very evident because of the several broken and cracked cutter teeth from when it last was set over a half century ago. One common option includes the tempering or softening of the teeth so they can be bent without breaking. This process will work but it also will make more work in the long run because softer teeth will not hold an edge as long as a hard teeth. If tempered, the saw would have to be sharpened more often and wear out faster. Cutting edges are supposed to be hard. My solution was to bend or reshape nearly the whole tooth on an anvil just the same way a bent saw would be straightened. The operation corrected the negative set caused by filing the back/wrong side of the tooth and provided the needed tooth set for the saw to run free.
One method to set the whole tooth is hammer with a slightly rounded hammer as shown below.
Another method I used to set the whole tooth is to use a rounded blunt faced "chisel"� to
set the teeth. Using a cross peen hammer would also
work but it is hard to hit just one tooth without hitting the adjacent teeth. I
would like to make a tool similar to the blunt faced "chisel"� but with a
face that more closely mimics the shape of a cross
peen hammer. Just not as long so it fits on just
one tooth.
Blunt faced "chisel"


A 3# hammer and the teeth are set with good control

I also filed the front face of the cutters to eliminate any pitting. Although not really needed on this saw, I have successfully used this method to reduce the chance of breaking a cutter when setting (bending) teeth near the end of the tooth. The pitted surface provides a place for a crack to start when attempting to set a tooth. When filling the pits away you will actually get down to softer metal and it also reduces the thickness and there by reducing the chance of breaking a tip off. This is just another option to reduce the chance of breaking a tooth, along with tempering or setting the whole tooth as I did on this saw.
Face of cutter filed smooth to reduce chance of breaking a tooth when setting the tip.

Just as test, I did try to set a tooth near the end in the normal fashion and did break one tooth. Not a real big surprise but it did give me an opportunity to practice welding a tooth back on. The tooth is now softer then the others but being at the end on the saw, it sees little use. The photos tell the story of welding.
Broken tooth

Ready to weld

MIG welded on both sides

Weld ground off with
angle grinder

Replaced tooth
finished with a file

The next step was to shape the rakers for swaging. Because of the amount the rakers had to be "V"�ed out I used a cutoff saw and flat file to quickly form the rakers ready for swaging.

A felt tip marker provides a guide control the depth of cut

There is no operation in sharpening crosscut saws that requires sharp corners on a flat file and a few operations that a sharp edge is a real disadvantage. If the rakers are cut out as above, the whole saw can be sharpened with only a 8" mill bastard file. A quick run across a grinding wheel will remove the sharp file edges. For small saws with very small rakers a slim taper file would still be needed to fit the rakers. It makes sense to leave the sharp corners on the slim taper file for "v"ing rakers and use a flat file with safe corners to dress the under side of swaged rakers.

Given all the hints of how hard this saw was, there was a good chance that the rakers would be too hard to swage. On the other hand the rakers had been swaged years ago without any broken rakers. I thought that maybe they had been tempered in the past so I attempted swaging one raker at the end of the saw. Even though the raker filed fine, the very tip of the raker crumbled off like glass. So, with no other option, I did temper the rakers and proceeded to swage the rakers with no problem. The rakers were still tough and being 0.103�€� think, did take quite a bit of time.

See this modified ball peen and other swaging hammers at: http://www.pbase.com/bchw/swaginghammer
Rakers were set to 0.012" below the level of the adjacent cutting teeth

See this dial indicating raker gauge at: http://www.pbase.com/bchw/dialrakergauge
The next step was filing the cutters and
other then finding the hidden cracked and weakened tips and
re-jointing and re-fitting rakers and re-swaging the rakers,
it proceeded with no problems:-)
The final step was to recheck the set that had been set before swaging
and sharpening the cutters. The set was still good. The set was measured with
a dial indicating gauge and set to 0.010"� +/- 0.000"�. With most of the tooth
bent over to get the set, the consistency of the set along the saw is probably
more critical then if just the tips had been set.

See this quick and
easy to build dial set gauge at:
http://www.pbase.com/bchw/dialsetgauge
The final step was to saw some wood. It cut well and ran free in the kerf.

In the end, as long as the blade cracks don't grow it should provide many years of useful service clearing wilderness trails or what ever job that comes up. A little more about the blade cracks, they are perpendicular to the long axis of the saw and spaced out along the length of the saw.

I do see that they are generally limited to a narrow band along the saw blade and do not extend to the back edge or to the teeth of the saw. It seems to me that there is a harder, more crack prone band along the length of the saw with no cracks in the thicker areas near the teeth or on the very back edge. My thinking/hope is that areas that are not cracked now are more ductile and resistant to future cracking. Time will tell.
The harder teeth will make sharpening less frequent and that along with the very long teeth could extend the saw's useful life well into the next century. A junk saw saved from the scrap iron pile.
Ready for work

Standing Tall

Completed detail

An update:
While cutting firewood a I broke this saw. It
was not a big surprise when the saw broke because it is a very hard and brittle
saw that was already cracked about 1/3 of the way access the blade where it
broke. The saw was about 5ft long and nearly 18" broke off. After it broke I
continued to cut and with the size of log I was cutting it worked fine. However,
just for the fun of it I decided to weld the broken section back on. Here is the
story in photos:

The break

V'ed out both sides and clamped for welding

Welded short sections at a time

Grinding flat

Nearly flat

Straightening the blade after welding

Welded saw back in service
After welding the saw I decided to weld up some of
the other cracks in the blade of the saw before they cracked any more.
Here is some photos of the crack welding:

A crack

V'ed out both sides

Welded on both sides

Completed crack repair
More
welding notes: I "V" out both sides and weld from both sides. One
thing I believe is very important is to consider the shrinkage of the
weld when it cools. I weld just a short section at a time, not over
1/2" and then immediately when still hot, hammer hard on an anvil or
similar. This will help to control shrinkage when the weld cools. I hop
around on the crack to prevent building up too much heat at one time in
one area. I weld one side of the saw completely then grind down to
nearly flat before repeating the same process on the opposite side. I
feel the welding from both sided makes it more likely that I will get
full penetration.
The saw works well
but is still very hard. I did temper the whole blade with the idea that it
may prevent any future cracking or breaking of the saw blade. I did put some raw
potatoes on then cutter teeth to preserve their hardness. The cutters do hold
there edge very well. The tempering heat was not hot enough to warp the blade
but should make it a little more ductile. I have cut about five cords of
firewood with the saw after is was welded with the original weld holding up
well.

Tempering the blade with cutter teeth protected with raw potatoes.
The saw is in service now.
Comments, suggestions or questions are
always welcome.
Jim Thode